




解説
1.「燃料用木質チップの品質規格」策定の経過
わが国では従来から、木くず、おが粉、プレーナー屑などの工場残材が木材産業の有用な熱源となってきた。木質チップの熱利用が本格化してきたのは21世紀に入ってからで、意外に新しい。木質チップは製造が容易で、形状が比較的一定した小片であることから、燃焼機器への自動供給や熱量調節が比較的容易に行えるなど、固体燃料でありながら石油と同等の使いやすさがあり、今後も木質燃料の主流として多用されることは間違いない。
現在、発電や熱の生産のために利用されている燃料用チップは、森林からの未利用材、木材加工工場からの残廃材さらに建築廃材などのリサイクル材を原料としており、一口にチップと言っても原料、形質、水分等、実に多種多様である。またチップを燃やす燃焼機器(ボイラ等)にしても、家庭用の小型のものから発電用の超大型のものまであって、それぞれに機構や機能、動作様式に違いがある。
わが国ではチップ燃料の歴史が浅いことも関係して、「チップが詰まる」、「よく燃えない」、「火が消える」、「灰が多い」、「ボイラの損傷が多い」などの多くのトラブルが発生している。その多くは、生産者が消費者の品質ニーズを理解してない、逆に消費者が燃料チップの品質内容を理解していないことによるもので、燃料と燃焼機器との相性を理解してないことが原因している。このようなミスマッチを防ぐのにためには「生産者と消費者を結ぶ共通言語」、すなわち品質基準が不可欠となる。
燃料用木質チップの品質基準については、既に全国木材資源リサイクル協会連合会が「木質リサイクルチップの品質規格(2010年12月)」を制定し、実際運用している。また全国木材チップ工業連合会も「木材チップ規格(2012年5月)」を制定している。しかしいずれも、各連合会が分掌するチップ製品に限って燃料利用を意識した品質基準に整理したものと理解できる。現在利用されている燃料用チップは、その由来と種類が多種多様で、燃焼される燃焼機も小規模から大規模まで多種存在することを考慮すると、これら全ての燃料チップを対象にし、かつ燃料用木質チップの生産・流通・利用の適正化に資すことのできる品質基準が必要となっている。
そこでこの度、木質バイオマスエネルギー利用推進協議会は全国木質資源リサイクル協会連合会の協力の下、全国木材チップ工業連合会などの意見を聴取しながら、以下の3点に留意した「燃料用木質チップの品質規格原案」を提案した。
- 燃料チップの生産、流通に関するわが国の実情を反映すること
- チップ燃焼機との相性に十分配慮すること
- 環境リスクの軽減に努めること
さらにこの原案について、燃料用木質チップの生産業者・流通業者および木質燃焼機器製造販売業者等で構成された「燃料用木質チップの品質規格検討委員会」において、運用上の適性および運用方法などについて吟味し、結果として表1の品質基準を策定した。
2.既存の品質規格
(1)わが国の品質規格
①木質リサイクルチップの品質規格(全国木材資源リサイクル協議会連合会、2010年12月制定)
建築解体材や林地残材を対象に、原料の種類やペンキ、接着剤、防腐剤などの付着の程度に応じてA〜Eの5段階に区分し、それらの用途をマテリアル用、サーマル用およびその他用に細かく規定している。サーマル用として特に規定している内容は湿量基準含水率(水分M)<25%のみで、需要者はA〜Eのチップ品質区分の中から適当なものを選択できるようになっている。具体的用途としては発電を含めた工業用ボイラ燃料、セメント原燃料および高炉還元剤である。この規定は実際に運用されており、定期的な品質検査なども実施されている。
②木材チップ規格(全国木材チップ工業連合会、2012年5月制定)
これまでの製紙用チップの取引で慣習となっていた品質内容を体系化し、それに燃料使用を考慮した乾燥規定(湿量含水率で、D1<20%、D2<30%、D3<50%、D4≧50%)を付加した内容となっている。金属、プラスチィック、土砂などの異物混入は不可。
(2)海外の品質規準
木質エネルギー利用の先進地ヨーロッパでは木質燃料に特化した規格が制定されている。
①ヨーロッパ規格 EN
14961(2011)家庭や商業施設あるいは公共ビルで利用される比較的小出力の木質ボイラ用の燃料チップを対象としている。原料を森林、植林その他からの無垢材virgin woodに限定したClass Aと、木材加工工場からの副産物や残材と使用木材 Used woodを含むClass Bに大きく区分している。さらにClassAを A1とA2に分け、水分(湿量基準)をA1では25%以下、A2では35%以下とし、灰分、発熱量に異なった基準値を設けている。Class BについてもB1とB2に区分し、Class Aよりも高い灰分(≦3.0%)を設定し、さらに防腐処理やコーティング処理に起因する重金属やハロゲン化合物の混入を防ぐ目的で、窒素、硫黄および塩素と重金属についても厳しい上限値を設けている。チップサイズについては、Wood chip(切削チップ)とHog fuels(破砕チップ)に区分して、それぞれについてチップサイズを細かく区分している。消費者のニーズ(ボイラの仕様)に応じた最適のチップが選べる設計となっている。
②オーストリア規格 ONORM
M 7 133 チップサイズを5区分、水分(湿量基準)も上限50%で5区分、灰分は1%未満と1%以上の2区分およびかさ密度は3区分に設定している。EN規格に比べて単純で分かりやすく、欧州全体でよく利用されているようである。
3.品質基準の策定
(1)策定スキーム
表1は木質バイオマスエネルギー利用推進協議会が策定した「木質燃料用チップの品質基準」である。表2〜5はチップの品質を規定する原料、チップの種類と寸法、水分、灰分、環境汚染元素および重金属に関する区分で、表1の品質基準と一体をなすものである。
品質基準の策定においては、チップの品質は使用するボイラの仕様とマッチすることを基本とした。例えば表7に示すように、チップボイラの搬送装置や燃焼方式の様式や除塵装置の有無等は通常ボイラの出力規模によって異なるため、ボイラの仕様によってそれに対応した品質のチップが必要になる。
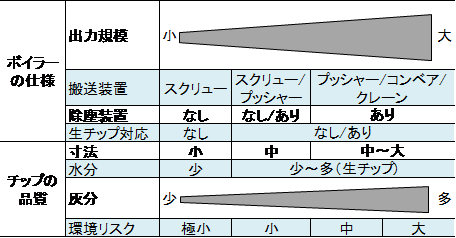
例えば小規模ボイラの場合、原料チップの搬送はほとんどスクリュー・コンベアによるためチップの大きさはスクリューの直径とピッチの寸法に制限される。またボイラサイズをコンパクトにする必要性から、比較的乾燥した環境リスクの少ないチップを燃焼する仕様となっている。それに対して出力規模が大きくなるにしたがって、チップサイズの影響を受けないような搬送装置や、水分の高い生チップでも燃焼できる燃焼方式等が採用されるようになり、環境汚染物質等を捕集できる除塵装置なども含めて多くの機能が付帯されるようなる。したがってチップボイラを利用する上で良く指摘される搬送、燃焼さらには環境に係わる諸トラブルを回避するためには、燃焼機の仕様に合致した品質のチップの使用が不可欠となる。
以後、このスキームを基本として各品質項目の基準策定を行った。
(2)策定内容
○ 原料
燃料用の木質原料は低質のものでもよく、その由来も問わない。したがって表2のように由来も形質も異なる多種多様な原料が対象となる。
①原料の出所と品質
一般に森林から直接出てくる未利用の原料(無垢材Virgin wood)は、有害な成分を含まないため安心して燃やすことができる。樹皮も枝、葉も有用な燃料となるが、伐根は土石を噛み込むことが多く燃料原料からは除外した。
例え無垢材であっても灰分が多いとその処理に余分の労力と経費を必要とし、正常な燃焼を阻害するクリンカー(灰が溶融・固化したもの)の発生などにもつながる。灰の量は樹木の部位によって異なり、木部は0.5%以下であるのに対して樹皮、枝、葉は5〜10数倍も高い値を示す。したがって同じ森林由来であっても、小径材や末木・枝・葉を含む林木や灌木などから作ったチップは、樹皮を含む割合が多くなり中径丸太からのチップに比べて灰の発生量は多くなる。
また、公園樹や街路樹は永年大気汚染物質に曝されており、果樹やエネルギー造林木は肥培や薬剤散布の影響を受けている。したがってこれらに由来するチップには環境汚染を引き起こすような成分が含まれている可能性がある。
木材加工工場からの残材や副産物については、背板や端材のように単に機械的加工に留まるものは無垢材と同等の扱いができる。しかし合板、集成材、パーティクルボードなどの接着製品の燃焼は、接着剤に含まれる窒素により環境汚染物質であるNOxの発生につながる。また塗料や肥料などには硫黄や塩素等のハロゲン化合物を含むこともあり、同じく環境汚染物質であるSOxやダイオキシン発生の原因になることも想定できる。さらに防腐処理などの保存処理材には、有害なヒ素、カドミウム、クロム、銅などの微量重金属を含んでおり、これら化学処理材の取り扱いについては、環境リスクの軽減の観点から適切な対応が求められる。
環境リスクとの関連で最も注意しなければならないのはリサイクル材の取り扱いである。例え化学処理がなされていない未処理グループであっても、化学処理材を完全に分別するのは不可能である。事実、リサイクルチップ工場では木質と見分けがつかないプラスチック製擬木などもあり、その分別に苦労している。この点で未処理リサイクル材は未処理工場残材よりも環境リスクの高い燃料に位置づけることができよう。
化学処理リサイクル材の取り扱いは化学処理工場からの残材と同様であるが、建築解体材には過去に使用されたCCA(クロム、銅、ヒ素)処理材が含まれる。これは毒性が高いため、リサイクルチップ工場ではこれを肉眼で分別排除しているが完全排除は事実上困難であることも指摘されている。本基準でもCCA処理材を除外することにしているものの、リサイクルチップには多少なりとも含まれていると理解すべきである。
②リサイクル材の環境リスク
これまでリサイクル材の使用は環境リスクを伴うと述べてきたが、リサイクル材が環境汚染物質をどの程度含み、その利用は果たして安全であるのかを見極めておく必要がある。
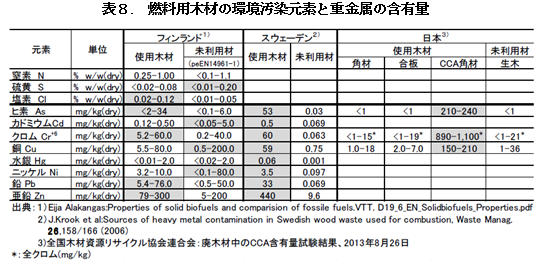
神奈川県環境科学センターの調査報告によると、CCA処理材を廃棄、焼却した後、土壌環境を経由して水や食料から人が摂取した場合を想定した健康評価試験からは、発ガン性は非常に低いとしている。http://www.k-erc.pref.kanagawa.jp/center/
kekka/recycke.htmしかしこれ以外にリサイクル材の環境リスクを総合的にまとめたわが国の資料は見あたらなかったが、フィンランドとスウェーデンの事例を見つけることができた(表8参照)。前者はフィンランド技術研究センター(VTT)のArakangasの報告で、後者はKrookらの学会投稿論文であり、いずれも信頼性の高いものと判断できるArakangasの結果からは、使用木材の方が、あるいは未利用材の方が高濃度のものや、両者に差が見られないものなどがあり、両者間の差はあまり大きくないことを示唆している。一方Krookらの結果では、使用木材の重金属濃度は未利用材に比べて明らかに高いが、その値はArakangasが使用木材で求めた値の範囲に入っている。
原料区分
原料の仕分けについては、燃料として安全性が高いものから順にClass1〜Class4に4区分した。その結果は表1の原料項目の通りである。ここでClass1とClass 2はいずれも無垢材である。Class1は灰分が最も少なく良質のチップが期待できる。Class2は灰分が少し多い原料である。Class3は環境負荷が懸念される剪定枝等、灰分の多い樹皮、未処理リサイクル材からなっており、Class4に最も環境負荷の高い化学的処理材を位置づけた。
○ チップの形状
木質チップには、原料を刃物で切削して得られる切削チップとハンマー等で打撃して破砕する破砕チップとがある。切削チップは角形で厚さが薄いのに対し、破砕チップは繊維方向に細長い形状を持つことから両者は容易に区別できる。
切削チップの特徴は、搬送にあたってブリッジが生じにくく、ハンドリングが容易であることから、小型〜大型までのあらゆる搬送機に利用できる点にある。それに対して破砕チップは、絡みやすいため搬送トラブルの原因となりやすい。とくにスクリュー・コンベアでは搬送途中で詰まりやすいため、通常スクリュー・コンベアが設置されている小型ボイラには不向きと言われている。
以上の理由から、とくに小規模ボイラに対しては切削チップが不可欠であると判断してClass1には切削チップを割り当て、それ以外のものについては搬送機の仕様に応じて切削チップか破砕チップのいずれかを選択できるようにした。
○ チップの寸法
チップの大きさは搬送性と燃焼速度に関係する。とくに搬送トラブルの多くは搬送機とチップ寸法との不適合によるもので、その回避には各燃焼機の搬送機の仕様にマッチした大きさのチップを選ぶ必要がある。とくに微細なチップは機械トラブルや瞬時燃焼による異常高温の、また大きなものや長さの長いチップは搬送詰まりの原因になるため、その混入を規制することが重要となる。
このような観点からチップ燃焼機には、燃焼機それぞれで効率的、安定的に燃焼できるチップ寸法が推奨されており、表3に示したP16、P26、P32およびP45のチップの寸法区分はチップ寸法の利用実態を考慮して設定したものである。
○ 水分
燃料に含まれる水は発熱量や着火性、燃焼性に大きく関係し、チップ燃料の価値を決定するとくに重要なパラメータである。
①含水率と水分
本題に入る前に含水率に関する用語について整理する必要がある。含水率の表現法には、乾量基準含水率U(全乾重量に対する水分重量の比)と、湿量基準含水率M(水を含めた全体の重量に対する水分重量の比)とがあり、木材の材料利用分野では乾量基準を、原料利用分野では湿量基準を使用することが世界規律となっている。ところが困ったことに両分野ともそれらを「含水率」と呼び慣わしていることで、全乾重量と水分重量が等しい木材の含水率は、乾量基準で100%、湿量基準で50%となり、名称だけが一人歩きするととんでもない間違いにつながりかねない。この誤解を避けるために乾量基準(dry
base)、湿量基準(wet base)といちいち指示することも行われている。
一方、日本工業規格(JIS)では、木材(JIS Z2101)に対しては乾量基準を適用し、呼称を「含水率」としている。それに対して廃棄物固形燃料(JIS Z7302-3)、石炭でおよびコークス(JIS M8812)、紙および板紙(JIS
P8127)等では湿量基準を適用し、呼称を「水分」としている。そこで本規格でも含水率の数値表示に関する不要な混乱を避けるために、JISに準じて乾量基準含水率を「含水率」、湿量基準含水率を「水分」を用いることとする。
②水分と燃料品質
木材の水分は伐倒直後が最も高く45〜65%である。丸太のままであるいは加工した状態で放置すると徐々に乾燥し、最終的には20%程度で平衡する。 チップ中の水はチップ製造した時点の原料に含まれた水であり、森林由来のチップは概して高めで、リサイクルチップは比較的低く、工場残材は人工乾燥を経たものも含まれるため高いものも低いものも見られる。
このような水の多少はチップ燃料の発熱量、着火性、燃焼性に直接関係し重要な品質指標となっている。そのほかに微生物による生物劣化に関連したチップの貯蔵性能にも影響することが知られているがここでは割愛する。
発熱量には高位発熱量と低位発熱量がある。前者は測定した燃料が保有している熱量であり、後者は一般的に実際に熱エネルギーとして利用できる熱量で、燃料中の水素(木材の場合一般に6%)から生成する水および本来含まれている水の蒸発に使われる蒸発潜熱(凝縮潜熱に等しい)を高位発熱量から差し引いたもので、計算よって求められる熱量である。
全乾木材の高位発熱量は、針葉樹と広葉樹、木部、樹皮、枝、葉で若干異なるものの総じて20MJ/kg である。当然水分の増加に伴って減少し、生材に相当する50%では10MJ/kg にまで低くなる(表9参照)。チップの燃料価値は水分の多少に直接依存することが容易に理解できよう。

水分の影響は発熱量のみではなく着火性や燃焼性にも及ぶ。水分の高い生材チップは通常は燃えない。強制的に火をつけてもすぐに立ち消えしてしまい、燃料としての資質を有しない。中部ヨーロッパでは丸太を風通しのよい土場等に一夏〜1年近く天然乾燥すると、チップは水分35%程度にまで下がるといわれている。さらに乾燥期間を延長しても水分20%を切ることは難しく、それよりも低い水分を要求するときには人工乾燥に頼らざるを得ない。因みに水分が35%程度まで下がると通常のボイラで良好な燃焼状態を示す。いず
れにしても水分が高いと着火しにくく、着火しても煙が多く不完全燃焼になり、燃焼効率も低くなり、燃料としての評価を低めることになる。
一方森林由来のチップでは、乾燥に時間と手間がかかり、生あるいはそれに近い状態のチップを燃やしたいとする要望が強い。結果的には生チップでも燃やせるように工夫されたボイラもある。原理は炉内に投入された生チップの近くを燃焼ガスが通るようにしてチップを乾燥し、乾燥したチップを順次内部に移して燃焼する仕組みである。水分55%程度のチップを投入しても連続運転が可能である。このような機構を備えたボイラは出力が中規模以上のものに見られ、これを生チップボイラと呼んでいる。
③ 水分区分
リサイクルチップの多くは長期間建築物に利用された気乾木材を原料としている。熱量の高い燃料チップとして水分25%以下に規制して供給されている。したがって水分区分を策定するにあたってはリサイクルチップでの実績を評価し、さらに各種ボイラの燃料水分にかかわる特性を考慮して表4のM25、M35、M45およびM55に4区分した。
品質基準への適用に対しては、まずClass1に想定した小出力の小型ボイラは、スペース的に多機能な装備を実装することが難しく、通常乾燥した良質のチップを必要とすることから、これまでもトラブルの少なかったM25またはM35を割り当てた。
また中規模のボイラでは、生チップボイラも含めて、乾燥チップから生チップまで利用できる機種が揃っていること、発電用を含めた大規模ボイラの場合も水分の要求度は少なくなるものの、水分が比較的低い燃料を必要とするもの、水分の高い燃料でも対応できるものがあることから、Class2〜Class4は必要に応じてM25~M55のものから選択できるように設計した。
○ 灰分
各Classの原料に含まれる灰分を既往の研究結果から想定して、灰分区分を表5のように4区分を設け、Class1にはA1.0を、Class2にはA1.5を、Class3と4にはA3.0およびA5.0のいずれかを選択できるようにした。
○ 環境汚染に関係する元素と重金属
これらの規制基準は化学的汚染が懸念されるClass3とClass4に設定した。これらの規制値は、前出のArakangasが提示した化学処理木材の閾値を採用した。
(文責 沢辺 攻)